
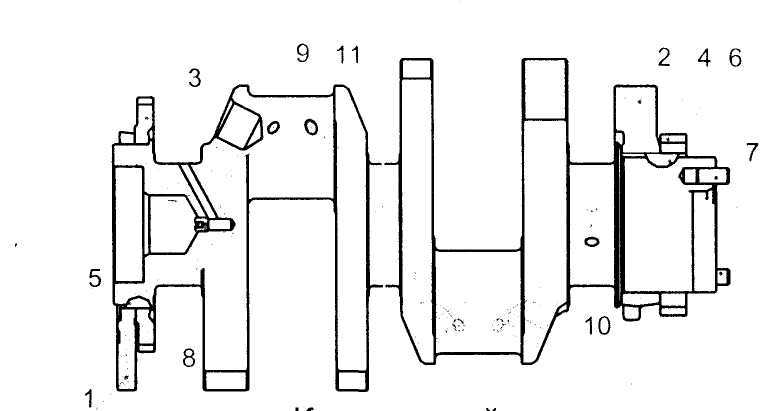
Коленвал КамАЗ 740 изготавливается из стали высокого качества, оснащается пятью коренными шейками и четырьмя шатунными аналогами. Эти детали закалены путем воздействия высокой температуры и давления. Между собой элементы соединены специальными щеками и сопряженными гантелями.
Особенности
Подвод масла осуществляется через специальные отверстия, предусмотренные в коренных шейках. Чтобы уравновесить инерционные воздействия и снизить вибрацию, установили шесть противовесов, изготовленных методом штамповки, как и щеки. Также предусмотрено два добавочных противовеса, которые напрессованы на валу. В расточенном гнезде хвостовика находится запрессованный шариковый подшипник коленвала КамАЗ 740. Угловое размещение деталей относительно коленчатого вала регулируется шпонками.
 Вам будет интересно:ТТХ ЗИЛ-131: технические характеристики автомобиля, описание, устройство
Вам будет интересно:ТТХ ЗИЛ-131: технические характеристики автомобиля, описание, устройство
Равномерное чередование рабочих моментов коленвала КамАЗ 740 обеспечивается за счет расположения шатунных шеек под прямым углом. К каждому элементу подсоединена пара шатунов: для правого и левого цилиндрового ряда.
Устройство
 Вам будет интересно:МАЗ-516: технические характеристики, фото
Вам будет интересно:МАЗ-516: технические характеристики, фото
В полости фронтального носовика узла вкручен жиклер. Через его калибровочное гнездо поступает смазка для шлицевого вала понижения мощности на приводную часть гидравлической муфты. От перемещений по осям коленвал КамАЗ 740 защищен парой верхних полуколец и двумя нижними аналогами. Они монтируются таким образом, чтобы канавки прилегали к торцам вала.
Спереди и сзади на носках блока имеется шестерня привода маслонасоса и ведущий зубчатый элемент распредвала. На заднем торце детали предусмотрено восемь соединений с резьбой для фиксации гасителя вращательных моментов. Уплотнением коленчатого вала служит резиновая манжета, которая оснащается пыльником, располагается в картере маховика. Она изготовлена из фторкаучукового состава непосредственно в пресс-форме.

Маховик и шейки
По диаметру коренные и шатунные шейки коленвала КамАЗ 740 составляют 95 и 80 миллиметров соответственно. Предусмотрено 8 типов восстановительных вкладышей, которые применяются для ремонта без проведения шлифовки. Коренные и шатунные подшипники сделаны из стальной ленты со свинцово-бронзовым напылением и оловянным покрытием. Вкладыши вверху и внизу элемента не являются взаимозаменяемыми. От поперечного и продольного смещения они зафиксированы уступами, которые размещаются в пазах крышек подшипников и постелях шатуна. Указанные части имеют соответствующую маркировку (74-05.100-40-58 и 74-05.100-57-51). Заслонки и крышки изготовлены из чугуна повышенной прочности. Крепятся они при помощи болтов, которые фиксируются по регламентированной схеме. Маховик фиксируется на восемь болтовых шпилек, сделанных из легированной стали, а также штифтами с втулкой. Чтобы избежать повреждения узла, под болтовые головки помещаются шайбы, а на цилиндрической поверхности маховика находится зубчатый венчик.
Гаситель вращательных моментов
 Вам будет интересно:Грузоподъемность ЗИЛ-130: технические характеристики, эксплуатация и ремонт
Вам будет интересно:Грузоподъемность ЗИЛ-130: технические характеристики, эксплуатация и ремонт
Коленвал двигателя КамАЗ 740" оборудуется гасителем вращательных колебаний, который фиксируется восемью болтами на фронтальном носке блока. Деталь включает в себя корпус, который закрыт крышкой. Он с запасом хода монтируется в маховике. Герметичность соединений достигается при помощи сварочных швов по стыкам основы и крышки.
Между остовом и маховиком работает силиконовый состав повышенной вязкости. Жидкость заправляется дозировано перед фиксацией крышки. По центрам гаситель регулируется посредством шайбы, приваренной к основе. Нивелирование вращательных моментов происходит при помощи торможения остова гасителя. Данная энергия выделяется как тепловой поток. Стоит отметить, что при ремонте узла воспрещается нарушать целостность корпуса и крышки. Блок с деформациями для дальнейшего использования становится непригодным.

Шатунно-поршневая группа
Шатун коленвала КамАЗ 740 10 сделан из стали методом ковки. Он оснащен стержнем с двутавром, головка вверху — неразъемного типа, снизу — сделана с прямым разъемом. Окончательная обработка шатуна производится в сборе с крышкой, которая не является взаимозаменяемой для аналогов. В верхней головке детали имеется втулка из сплава бронзы и стали, которая установлена путем прессовки. В нижней части смонтированы сменные вкладки.
Нижняя крышка фиксируется болтами с гайками, которые запрессованы в стержень. На элементы наносятся метки сопряженности в виде порядковых номеров из трех знаков. Также на крышке выбивается номерное клеймо цилиндра. Поршень отливается из алюминиевого состава, имеет вставку из чугуна для верхнего кольца компрессии. Также головка поршня оснащается камерой сгорания с центральным вытеснителем. Элемент смещен по оси в направлении от клапанных выточек на пять миллиметров. Боковая часть имеет бочкообразную конфигурацию с уменьшением размера в районе отверстий под палец поршня.
Компрессионные и маслосъемные элементы
Поршень комплектуется сальником коленвала КамАЗ 740, а также парой компрессионных колец и одним маслосъемным аналогом. Дистанция от днища до нижней торцевой части верхней канавки 17 мм. Поршневая часть моторов 740/11, 740/13 и 740/14 между собой отличается формой гнезд под кольца, поэтому не является взаимозаменяемой.
Компрессионные элементы сделаны из усиленного, а маслосъемное кольцо — из серого чугуна. На «движке» 740/11 конфигурация поперечного сечения фиксаторов — односторонняя трапеция. При установке верхний наклонный торец размещается со стороны поршневого дна. Рабочая бочкообразная часть кольца покрыта молибденом. На поверхность второго компрессионного и маслосъемного кольца нанесено хромовое напыление.
При установке середина расширителя располагается в специальном замке. Маслосъемное кольцо изготовлено коробчатой конфигурации, на моторе 740/11 имеет высоту 5 миллиметров, а на 740/13 и 740/14 — 4 мм.

Ремонтные размеры коленвала КамАЗ 740
Ниже в таблицах приведены габариты, при которых допускается восстановление частей узла:
|
Разновидность |
Размер шейки основной (мм) |
Отверстие в узле цилиндров (мм) |
|
РО-1 |
94,7 |
100 |
|
РО-2 |
94,5 |
100 |
|
Р10 |
95,0 |
100,5 |
|
Р11 |
94,75 |
100,5 |
|
Р12 |
94,5 |
100,5 |
|
Р13 |
94,25 |
100,5 |
|
РО3 |
94,25 |
100 |
Номинальные размеры коленвала КамАЗ 740 для ремонта и замены вкладок:
|
Обозначение |
Диаметральный размер шейки шатуна в диаметре (мм) |
Отверстие в кривошипе шатуна по диаметру (мм) |
|
РО1 |
79,75 |
85,0 |
|
РО2 |
79,5 |
85,0 |
|
РО3 |
79,25 |
85,0 |
|
Р10 |
80,0 |
85,5 |
|
Р11 |
79,75 |
85,5 |
|
Р12 |
79,5 |
85,5 |
|
Р13 |
79,25 |
85,0 |
Ремонтный комплект
В восстановительный набор коленвала КамАЗ 740 бу входят следующие элементы:
- поршень с кольцами;
- пальцевые и стопорные элементы;
- цилиндровая гильза;
- уплотнительные детали.
Охлаждающие форсунки узла монтируются в картере блока цилиндров, отвечают за своевременную подачу масла из главной магистрали при давлении 0,8-1,2 кг/кв.см. На такое значение обычно откорректирован клапан. Масло подается во внутреннюю часть поршней. При сборке двигателя 740-го КамАЗа предусматривается контроль трубки форсунки по отношению к гильзам поршня и цилиндра, при этом прямой контакт с первым элементом не допускается.
Шатун и поршень соединяются при помощи пальца плавающего вида. По осям перемещение детали ограничивают стопорные кольца, а сам элемент изготавливается из хром-никелевого сплава, диаметр гнезда — 22 мм. Эксплуатация аналога размером 25 мм не допускается, поскольку это нарушает балансировку силового агрегата.

Восстановление коленвала на примере
Чтобы понять особенности ремонта рассматриваемого узла, изучим один из примеров его починки. Коленчатый вал был взят со списанного грузовика, возившего комбикорма. После доставки детали ее вскрыли, сняли поддон, открутили шатун, вкладыши, коренную шейку. Оказалось, что в качестве уплотнителей под бугелем были установлены прокладки из жестяной банки. Вкладыши полностью пожелтели и не представляли собой годные элементы, поскольку слишком заметной была выработка рабочих гнезд.
Решили снять вал и отправить его на шлифовку, при этом на вкладышах наблюдалась деформация в виде царапин. При этом шатунные шейки и вал оказались в отличном состоянии. Коренные аналоги вывели под второй ремонт. Кстати, чистка и мытье коленчатого вала можно эффективно осуществить следующим способом:
- подсоединяют пульверизатор к компрессору;
- наливают в емкость дизельное топливо;
- под коленвал укладывают чистый картон;
- промывают узел, пока на подстилке перестанут показываться грязные пятна и стружка;
- солярку разогревают до горячего состояния, во второй распылитель заливают бензин.
Опыт показал, что такая чистка коленчатого вала очень эффективна и позволяет достичь уровня заводской подачи.

В завершение
Коленчатые валы КамАЗ 740 проходят классическую закалку путем воздействия токами высокой частоты. Глубина защищенного и обработанного слоя составляет порядка трех миллиметров. Это позволяет получить высокий показатель твердости на всех стадиях восстановления узла. Указанный параметр составляет до 62-х HRC. В последнее время выпускаются детали, обработанные путем азотирования. То есть, коленвал упрочняют термохимическим способом, что дает возможность увеличить твердость, но уменьшает глубину закаленной части. Например, после шлифовки указанным способом появляется проблема в необходимости повторной обработки, что не всегда актуально в сложившихся условиях.